
 護(hù)坡磚模具
護(hù)坡磚模具生態(tài)護(hù)坡,就選塑料護(hù)坡磚模具
 路牙石模具
路牙石模具高速、市政道路建設(shè)離不開(kāi)路牙石模具
 蓋板模具
蓋板模具高鐵高速電力、水利槽溝蓋板模具
 護(hù)欄模具
護(hù)欄模具高鐵水泥護(hù)欄模具,水泥立柱模具
 彩磚模具
彩磚模具廣場(chǎng)、公園、停車場(chǎng)路面彩磚模具
 井蓋模具
井蓋模具污水、電力、自來(lái)水塑料水泥井蓋模具
 電纜槽模具
電纜槽模具高鐵高速水泥電纜槽模具
 警示樁排水溝等
警示樁排水溝等水泥警示樁、界樁、百米樁、排水溝模具
 機(jī)械設(shè)備及原料
機(jī)械設(shè)備及原料配套條紋機(jī),拋丸機(jī),欄桿離心機(jī),脫模機(jī)
 水泥制品鋼模具
水泥制品鋼模具水泥遮板鋼模具、擋土墻鋼模具等
 鐵路泄水管配件
鐵路泄水管配件125-U PVC鐵路專用泄水管及配件
塑料模具加工中注塑模澆口設(shè)計(jì)要點(diǎn)
發(fā)布時(shí)間:2017/01/13 塑料模具設(shè)計(jì)與制造 標(biāo)簽:注塑模具注塑模具加工注塑模具設(shè)計(jì)瀏覽次數(shù):8745
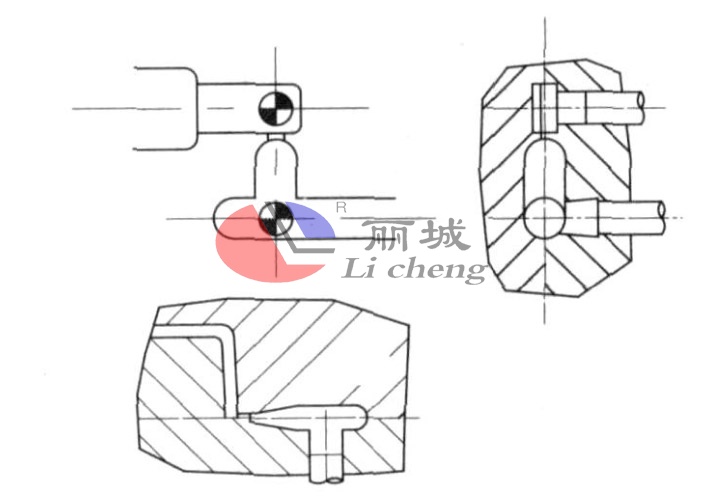
注塑模具澆口是連接分流道與型腔之間的一段細(xì)短通道,是澆注系統(tǒng)的最后部分,其作用是使塑料原料以較快的速度進(jìn)入并充滿型腔。在澆口設(shè)計(jì)過(guò)程中,須考慮產(chǎn)品尺寸、截面積尺寸、注塑模具結(jié)構(gòu)、成型條件以及塑料原料的性能。
注塑模澆口設(shè)計(jì)的種類非常多,主要包括側(cè)澆口設(shè)計(jì)、潛伏式澆口設(shè)計(jì)、點(diǎn)澆口設(shè)計(jì)、直接澆口設(shè)計(jì)、扇形澆口設(shè)計(jì)、薄片澆口設(shè)計(jì)、爪形澆口設(shè)計(jì)、環(huán)形澆口設(shè)計(jì)、傘形澆口設(shè)計(jì)及二次澆口設(shè)計(jì)。
塑料模具在使用注塑模加工過(guò)程中,澆口設(shè)計(jì)要點(diǎn)如下:
1.澆口設(shè)計(jì)位置盡量選擇在分型面上,以便于清楚及注塑模具加工,因此能用側(cè)澆口設(shè)計(jì)時(shí)不要用點(diǎn)澆口設(shè)計(jì)。
2.澆口的設(shè)計(jì)位置距型腔各部位距離盡量相等,并使流程最短,使熔體能在最短的時(shí)間內(nèi)同時(shí)填滿型腔的各部位。
3.澆口設(shè)計(jì)位置應(yīng)選擇對(duì)折型腔寬暢、厚壁部位,便于補(bǔ)縮,不至塑料模具制品形成氣泡和收縮凹陷等缺陷。
4.在細(xì)長(zhǎng)型芯附近,避免開(kāi)設(shè)澆口設(shè)計(jì),以免料流直接沖擊型芯導(dǎo)致變形錯(cuò)位或彎曲。
5.在滿足注塑加工要求下,澆口設(shè)計(jì)的數(shù)量越少越好,以減少熔接痕,若熔接痕無(wú)法避免,則應(yīng)是熔接痕產(chǎn)生于塑料模具制品的不重要表面及非薄弱部位。
6.澆口設(shè)計(jì)的位置應(yīng)有利于注塑模具排氣。
7.澆口設(shè)計(jì)的位置不能影響塑料模具制品外觀和功能。
8.注塑模澆口的大小不能設(shè)計(jì)的太大或太小,太大熔體經(jīng)過(guò)交口是,不會(huì)產(chǎn)生升溫效應(yīng),也很難有防倒流的作用。太小則阻力加大,易產(chǎn)生蛇紋、氣紋和填充不足等缺陷。
9.在非平衡布置的注塑模具中,可以通過(guò)調(diào)整澆口寬度尺寸(而不是深度),來(lái)達(dá)到進(jìn)料平衡。
10.一般澆口的截面積為分流道截面的3%-9%,澆口的截面形狀為圓形(點(diǎn)澆口)或矩形(側(cè)澆口),澆口長(zhǎng)度為0.5-2毫米,表面粗糙度不低于0.4微米。
11.在側(cè)澆口設(shè)計(jì)的注塑模具中,應(yīng)避免從枕位處進(jìn)料,因?yàn)槿垠w急劇拐彎會(huì)造成能量的損失。
12.在實(shí)際澆口設(shè)計(jì)工作中,澆口數(shù)量需要根據(jù)塑料模具制品加工結(jié)構(gòu)、塑料原料熔融后的黏度等因素加以調(diào)整。
13.可通過(guò)經(jīng)驗(yàn)或模流分析,來(lái)判斷塑料模具制品因澆口設(shè)計(jì)位置而產(chǎn)生的熔接痕是否會(huì)影響產(chǎn)品的外觀和強(qiáng)度,如會(huì),可以加設(shè)冷料穴或輔助流道來(lái)加以解決。
14.在澆口(尤其是潛伏式澆口設(shè)計(jì))附近應(yīng)設(shè)置冷料穴設(shè)計(jì),并設(shè)置拉料桿,以利于流道脫模。
請(qǐng)廣大客戶注意:
由于本公司各規(guī)格尺寸已有塑料模具數(shù)量已達(dá)3000種之多,所以如果您沒(méi)有在網(wǎng)站中找到合適的產(chǎn)品,可以查看麗臣塑業(yè)的電子畫(huà)冊(cè),主要分為高鐵和市政專用!如果您希望以最短的時(shí)間內(nèi)找到您想要的產(chǎn)品,請(qǐng)撥打麗臣熱線:0573-82606007
麗臣塑業(yè)主營(yíng)產(chǎn)品:現(xiàn)澆塑料模板,六角護(hù)坡模具、高鐵水泥護(hù)欄模具、溝蓋板模具、路沿石模具、彩磚模具、井蓋模具等一系列水泥制品塑料、鋼模具及配套的機(jī)械設(shè)備配件等,如條紋磚條紋機(jī)、脫模機(jī)、高鐵護(hù)欄離心機(jī)、加料機(jī)等。


上一篇: 注塑熱流道模具的概念

